What is machining? Machining is the fabrication process of shaping metal by removing unwanted material from it. This process can be performed in many different ways. There are many types of machining processes. This article looks at the machine processes of turning, drilling, milling, grinding, planning, sawing, broaching, electrical discharge machining, and electro chemical machining.
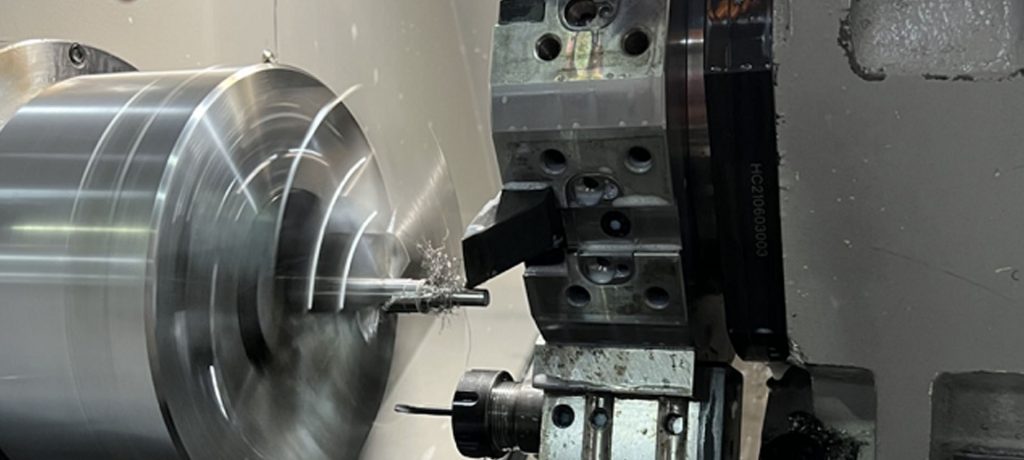
Turning uses either lathes or turning machines. The types of lathes available include turret lathes, engine lathes, and special purpose lathes. Turning produces rotational, typically axis-symmetric parts with many features, such as holes, grooves, threads, tapers, diameter steps, and even contoured surfaces. Parts fabricated entirely through turning often include components used in limited quantities, perhaps for prototypes, such as custom-designed shafts and fasteners.
The applications of turning are, among others, baseball bats, camshafts, bowls, crankshafts, cue sticks, signboards, musical instruments, and table and chair legs.
Drilling uses rotating drill bits to produce the cylindrical holes in the workpiece. The drill bit’s design allows the waste metal—i.e., chips—to fall away from the workpiece. There are several types of drill bits, each of which is used for a specific application. The types of drill bits include spotting drills (for producing shallow or pilot holes), peck drills (for reducing the number of chips on the workpiece), screw machine drills (for creating holes without a pilot hole), and chucking reamers (for broadening already-made holes).
The applications of CNC drilling include construction, medical equipment, transportation, and electronic equipment.
Milling uses rotating multi-point cutting tools to shape the workpiece. Milling tools are either horizontally or vertically oriented, including end mills, helical mills, and chamfer mills.
The CNC milling process also utilizes CNC-enabled milling machinery, referred to as mill machines or mills, which can be horizontally or vertically oriented. Basic mills can have three-axis movements, with more advanced models accommodating additional axes. The types of mills available include hand, plain, universal, and omniversal milling machines. Some of the most common types of milling machines include knee-type, ram-type, bed-type (or manufacturing-type), and planer-type.
Milling applications include making various gears, producing slots or grooves in workpieces, machining flat surfaces and irregular surfaces, and machining complex shapes.

Cylindrical grinders mount the workpiece on centers and rotate it while simultaneously applying the periphery of a spinning abrasive wheel to it. Centerless grinding produces small parts in high volumes where the ground surface has no relation to any other surface except as a whole.
Ground surfaces of 200-500 min. rms are usually considered acceptable for many applications and are a starting point for further finishing operations, including lapping, honing, and superfinishing. Double disc grinding is another machine process that lets parts pass one or more times between two counter-rotating grinding wheels.
The applications of planning include linear-toolpath ones, such as generating accurate flat surfaces and cutting slots, such as keyways.
Push broaching is often done using vertical press-type machines. Pull broaching is often done with vertical or horizontal machines that, in many instances, are powered hydraulically. Cutting speeds range from 5 fpm for high-strength metals to as many as 50 fpm for softer metals. The applications of broaching include square holes, keyways, spline holes, etc.
Manufacturers use EDM for an extensive range of applications. Because the process can cut tiny pieces, it is often an ideal choice for producing small, highly detailed items that would typically be too delicate for other types of machining. Additionally, electric discharge machining is cost-effective for low-quantity projects and can be beneficial in prototype manufacturing, even if the actual project is carried out by different means.
ECM can cut small or odd-shaped angles, cavities, or intricate contours, in hard and exotic metals, such as titanium aluminides, high nickel, cobalt, and rhenium alloys. In addition, it is a cold machining process that doesn’t put thermal stresses on the workpiece.
What is Machining?
The metal fabrication method called machining refers to the process of shaping metal by removing the unwanted material from it. This process can be performed in a variety of ways. Many machining processes exist, including drilling, turning, and milling.
What is the Purpose of Machining?
The purpose of machining is to create something by removing metal from an object in order to shape it into something new. Machining removes unwanted material from a part to produce a specific shape or surface. The industrial sector undoubtedly uses the most machined parts, particularly in manufacturing production and mechanical equipment.
What Are the Types of Machining Process Tools?
The types of machining process tools depend on the machining process. In turning, a cutting tool with one cutting edge removes material from a rotating workpiece to generate a cylindrical shape.
Drilling uses a rotating tool that typically has two or four helical cutting edges to create a round hole.
Boring uses a tool with a single bent pointed tip. The cutting tool hoes into a roughly made hole in a spinning workpiece to enlarge the hole and improve its accuracy slightly.
Milling uses a rotating tool with multiple cutting edges that moves slowly relative to the material to make a straight surface. The feed motion’s direction is perpendicular to the tool’s axis of rotation. The rotating milling cutter provides speed motion.
A cutting tool used for machining has one or more sharp cutting edges and is made of a harder material than the work material. The cutting edge serves to separate chips from the parent work material.
Summary
This article presented the nine different types of machining processes, explained what they are, and discussed when to use each in manufacturing. To learn more about types of machining processes, contact Proto MFG representative.
Proto MFG provides a wide range of manufacturing capabilities, including CNC machining and other value-added services for all of your prototyping and production needs. Visit our website to learn more or to request a free, no-obligation quote.