Turning and milling are two typical types of cutting, which is a method of cutting and processing various materials such as metal, plastic, and wood into desired shapes using tools (cutting tools). It is a processing method that removes chips from the base material and belongs to “removal processing”. When cutting, the tool scrapes the material through the relative movement of the tool and the material.
Rotating the tool or material allows for high-speed and efficient machining when the tool and material are moved relative to each other. Turning uses a piece of equipment called a lathe, a method of rotating material to transport and contact the tool for machining. Milling is the feeding and application of fixed material by rotating cutting tools using a device called a milling machine.
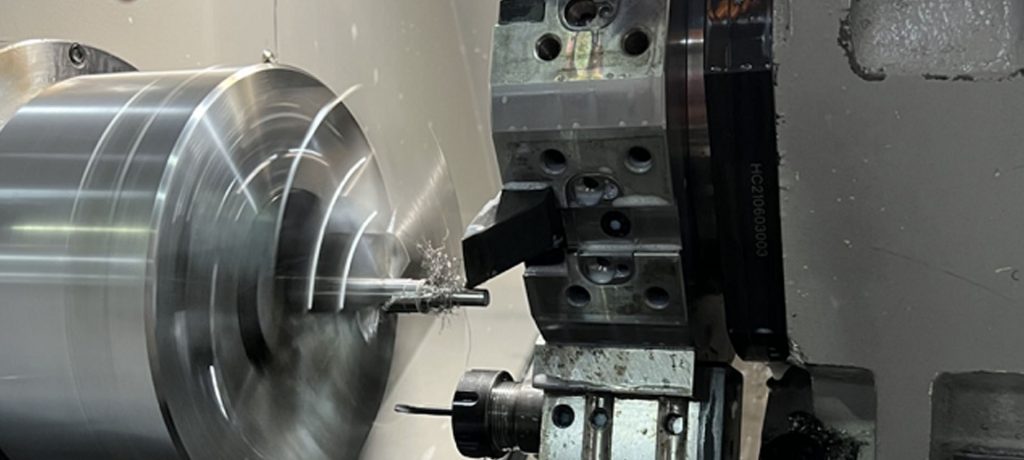
Lathe processing is good at processing round objects
The elements that make up a lathe are the spindle, which grips (grabs) the material and rotates it, and the tool holder, which moves the cutting tool. There is an auxiliary push rod to suppress the beating of the material. Since lathe processing is performed by rotating the material, the parts being machined are machined into cylindrical, conical or spherical shapes. Geometrically, the shape of a cross-section perpendicular to the axis of rotation is a circle. Not only can circles be machined, but also outer diameters and tapped inner diameters can be machined.
Compared with other cutting processes, circular machining has a higher roundness, such as when machining outer and inner diameters, and can produce products with smaller runout. In addition, since the diameter can be adjusted simply by changing the position of the tool, this is a processing method that can easily improve dimensional accuracy. To sum up, lathe processing can be said to be a processing method suitable for rotating parts such as shafts.
Conversely, I’m not good with flat surfaces. For example, it is difficult to flatten the sides of a cylinder with a lathe, and it is common to use a milling machine. With a lathe, only surfaces perpendicular to the axis of rotation can be flattened.
There are several types of lathes, selected based on the diameter, length, weight of the material, required machining accuracy, etc. The image of a lathe is that the material is mounted horizontally for processing, but there are also types of lathes that are mounted vertically. It is a type of lathe suitable for heavy workpieces, called a vertical lathe, and has the characteristics of not being easily affected by gravity.
In order to improve the machining accuracy of the lathe, the material must be centered when clamping it onto the spindle. If the material is cylindrical, a three-chuck chuck is often used. The material does not necessarily have to be round and can be clamped with a four-chuck chuck, but it will take time to center. Processing with an eye on mass production requires initial costs, but by preparing a dedicated chuck, the processing time per piece can be shortened.
Use different tools depending on the part you want to machine. External diameter tools are used for outer diameter and end face machining, center tools are used for inner diameter machining, thread cutting tools are used for thread cutting, and parting tools are used for cutting. There are two types of knives, those made by sharpening tool steel into a cutting edge shape and those used by screwing the tip (blade) onto a specialized handle. Since the accuracy of the type used for sharpening depends on the skill of the person handling it, the type using a pointed tip has become mainstream in recent years.

Milling is good at surface processing and bevel processing
The elements that make up a milling machine include a spindle for mounting and rotating the cutting tools, and a table for holding (holding) the material. Milling excels at flat surfaces and grooving because it cuts material by linearly moving the table while striking a rotating tool.
By changing the tool attached to the rotating spindle, various shapes can be machined. If you install a cutter called a front mill, you can flatten a wide surface in one go. If the width of one processing is wider, corresponding spindle power is required, so a tool with a suitable diameter should be selected.
If you install a tool called an end mill, you can perform flat machining, step machining using the side of the tool, and grooving. It can machine more finely than a face mill, but can cut a narrower width at a time.
Drilling can also be done using a drill or drilling tool. The impression of using a drill press is that of drilling, but a milling machine is stronger and can drill holes with higher positional accuracy.
Additionally, by using specially shaped tools, grooves in a shape called a T-groove or groove can be machined. T-slots and dovetail slots are commonly used in machine tool beds and slide rails.
As for the method of clamping the material on the workbench, in addition to directly fixing it on the workbench, you can also choose a method according to the shape, such as a vise for clamping square wood/plates and a vise for clamping cylindrical materials. chuck. Positioning accuracy during clamping is important to improve the parallelism and perpendicularity of the processing surface.
A variety of parts can be machined by combining these two processes.
The machines used in the world are often made by combining the above two methods, rather than just one of the above processing methods. By taking full advantage of the characteristics of each processing method and using them correctly, a variety of parts can be manufactured.
Consider the processing sequence and clamping method when designing
When designing a machine part, what sequence should be used for both lathing and milling to achieve the required accuracy, what tools should be used to machine the shape, and where the material should be clamped during machining. It is also important to consider whether to deal with it.
Since significant forces are exerted on both the tool and the material during cutting, the material must be held securely. If the clamping allowance is small, the material will move during processing, which may lead to problems such as reducing the amount of cutting or being unable to process.
The processing method is not left to the processing company, but is considered during design, so that the processing process runs smoothly, costs are reduced, and delivery time is shortened.
Generally speaking, there are very few machining companies that can handle all small to large parts with both lathes and mills, and depending on the equipment they have, they are not suitable. It needs to be used correctly depending on whether the parts you want to machine are small, high-precision, delicate or large, heavy-duty.
PROTO MFG provides a wide range of manufacturing capabilities and other value-added services for all of your prototyping and production needs. Visit our website to learn more or to request a free, no-obligation quote.