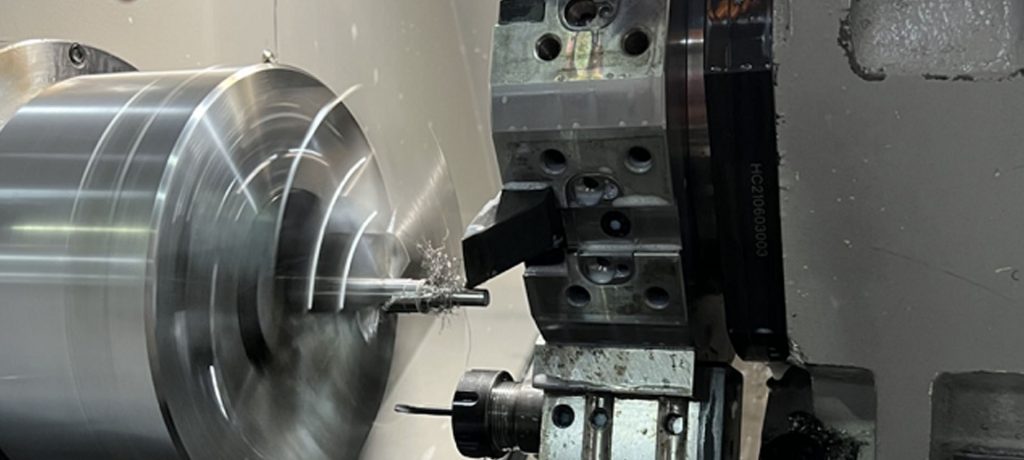
Turning is a method of cutting the workpiece on a lathe by rotating the workpiece relative to the tool. Turning is the most basic and common cutting processing method. Most workpieces with rotating surfaces can be processed by turning methods, such as internal and external cylindrical surfaces, internal and external conical surfaces, end faces, grooves, threads and rotary forming surfaces, etc. Common lathes can be divided into horizontal lathes, floor lathes, vertical lathes, turret lathes and copy lathes, etc. Most of them are horizontal lathes.
Due to the development of modern science and technology, various high-strength and high-hardness engineering materials are increasingly used. Traditional turning technology is difficult or impossible to process certain high-strength and high-hardness materials, and modern turning technology Hard turning technology makes this possible and achieves significant benefits in production.
Introduction to the characteristics of turning processing
(1) High turning efficiency
Turning has higher efficiency than grinding. Turning often uses large cutting depth and high workpiece speed, and its metal removal rate is usually several times that of grinding. During turning processing, a variety of surface processing can be completed with one clamping, while grinding requires multiple installations, so the auxiliary time is short and the position accuracy between the processed surfaces is high.
(2) Low equipment investment cost
When the productivity is the same, the investment in lathes is obviously better than that of grinders, and the cost of its auxiliary systems is also low. For small batch production, turning does not require special equipment, while large batch processing of high-precision parts requires CNC machine tools with good rigidity, high positioning accuracy and repeatable positioning accuracy.
(3) Suitable for small-batch flexible production requirements
The lathe itself is a flexible processing method with a wide range of processing. The lathe is easy to control and the turning and clamping is fast. Compared with grinding, hard turning can better adapt to flexible production requirements.
(4) Hard turning can achieve good overall machining accuracy of parts
Most of the heat produced in hard turning is taken away by the cutting oil, which will not cause surface burns and cracks like grinding. It has excellent machined surface quality and precise machined roundness, which can ensure a high degree of precision between machined surfaces. Position accuracy.
Tool materials and their selection for turning
(1) Coated carbide cutting tools
Coated carbide tools are coated with one or more layers of coatings with good wear resistance on carbide tools with good toughness. The coating usually plays the following two roles: On the one hand, it has better performance than the tool. The much lower thermal conductivity coefficient of the matrix and workpiece material weakens the thermal effect of the tool matrix; on the other hand, it can effectively improve the friction and adhesion during the cutting process and reduce the generation of cutting heat. Compared with carbide tools, coated carbide tools have greatly improved in strength, hardness and wear resistance.
(2) Ceramic material cutting tools
Ceramic cutting tools have the characteristics of high hardness, high strength, good wear resistance, good chemical stability, good anti-adhesion properties, low friction coefficient and low price. When used normally, it has extremely high durability and the speed can be several times higher than that of cemented carbide. It is especially suitable for processing, finishing and high-speed processing of high-hardness materials.
(3) Cubic boron nitride cutting tools
The hardness and wear resistance of cubic boron nitride are second only to diamond, and it has excellent high-temperature hardness. Compared with ceramic tools, its heat resistance and chemical stability are slightly worse, but its impact strength and crushing resistance are better. It is widely used in the cutting of hardened steel, pearlitic gray cast iron, chilled cast iron and high-temperature alloys. Compared with carbide tools, its cutting speed can even be increased by an order of magnitude.
Selection of cutting oil
(1) Tool steel cutting tools have poor heat resistance and lose hardness at high temperatures. Therefore, cutting oil with good cooling performance, low viscosity and good fluidity is required.
(2) When high-speed steel tools are used for high-speed rough cutting, the cutting volume is large and a large amount of cutting heat is generated, so cutting oil with good cooling properties should be used. If high-speed steel tools are used for medium and low-speed finishing, generally low-viscosity cutting oil can reduce the friction and adhesion between the tool and the workpiece, inhibit the formation of cutting nodules, and improve machining accuracy.
(3) Carbide tools have higher melting point and hardness, better chemical and thermal stability, and much better cutting and wear resistance than high-speed steel tools. Active sulfur cutting oil can be used in general machining. If it is heavy cutting, the cutting temperature is very high, and it is easy to wear the tool very quickly. At this time, inactive vulcanized cutting oil should be used and the flow rate of the cutting oil should be increased to ensure sufficient cooling and lubrication.
(4) Ceramic toolsDiamond tools and cubic boron nitride tools all have high hardness and wear resistance. Low viscosity inactive vulcanized cutting oil is generally used during cutting to ensure the surface finish of the workpiece.
The above are the characteristics and precautions of the turning process. Reasonable selection of cutting tools and cutting oil products can significantly improve the quality of the workpiece.
PROTO MFG provides a wide range of manufacturing capabilities and other value-added services for all of your prototyping and production needs. Visit our website to learn more or to request a free, no-obligation quote.